The manufacturing of welded steel tubes and profiles is a cornerstone of modern industrial infrastructure. Central to this process is the pipe mill machine, a sophisticated assembly of high-precision components designed to transform flat steel coils into structural tubes with exacting tolerances. This conversion requires a seamless integration of mechanical force, thermal control, and metallurgical science. As global demand for high-strength, low-alloy (HSLA) steel increases, the engineering behind these production lines has transitioned toward higher automation and tighter process control. SANSO focuses on the rigorous technical standards necessary to maintain mill stability and product integrity across diversified material grades.

The operational lifecycle of a pipe mill machine begins with the entry section, where the raw material is prepared for continuous processing. The stability of the entire line is dependent on the precision of the uncoiler and the subsequent flattening equipment. If the strip enters the forming section with residual internal stresses or edge waves, the final product will inevitably suffer from structural inconsistencies.
To prevent these issues, modern mills utilize hydraulic double-cone uncoilers coupled with high-efficiency levelers. These units ensure that the strip is perfectly flat before it reaches the first breakdown stand. Furthermore, the integration of an automated shear and butt welder is a requirement for continuous operation, allowing the trailing end of one coil to be joined to the leading end of the next without stopping the mill. This continuity is managed by an accumulator system, which stores enough strip to feed the mill during the welding pause.
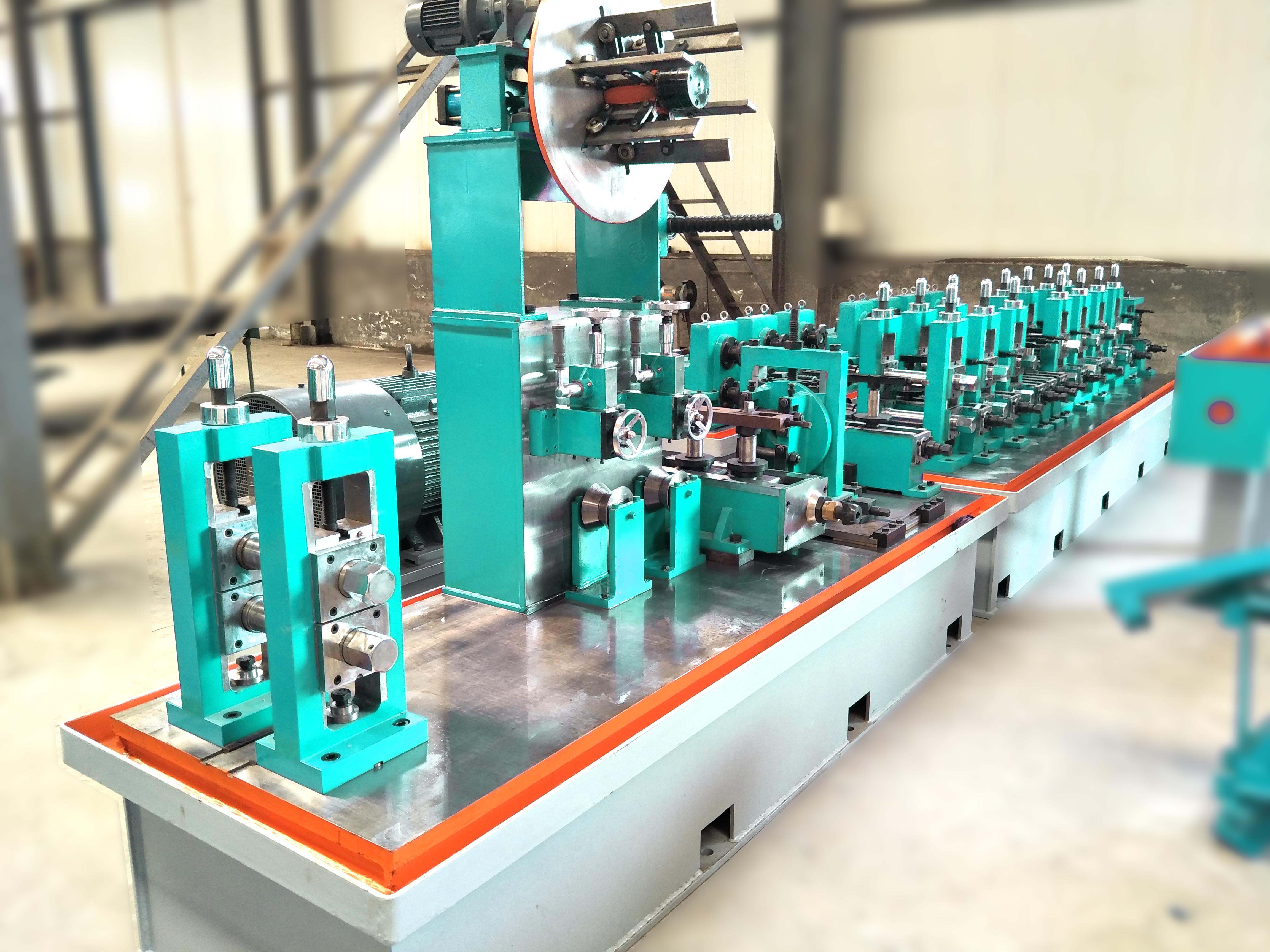
The forming section is where the flat strip is incrementally shaped into a cylindrical form. This is achieved through a series of breakdown stands, fin-pass stands, and seam guides. Each stand is equipped with precision-machined roll tooling, often made from high-carbon, high-chromium tool steel (such as D2 or SKD11) and vacuum-heat-treated for maximum wear resistance.
The breakdown stands initiate the bending process, focusing on the edges and the center of the strip. In high-performance systems, W-forming or linear forming techniques are used to reduce the mechanical strain on the material, which is vital for preventing work hardening in sensitive alloys. The fin-pass stands then refine the shape, ensuring that the edges of the strip are perfectly aligned and parallel as they approach the welding unit. The "seam guide" roll plays a vital role here, maintaining the precise gap required for the induction welding process.
One of the persistent challenges in tube manufacturing is material springback, particularly when working with high-tensile steel. The roll pass design must account for this by over-bending the material at specific stages. Advanced pipe mill machine configurations utilize computer-aided design (CAD) to simulate the material flow, ensuring that the residual stresses are minimized, which prevents the tube from twisting or bowing after the sizing process.
The welding unit is the technical heart of the production line. High-frequency induction welding utilizes the "skin effect" and the "proximity effect" of electricity. As a high-frequency current (typically between 200 kHz and 500 kHz) passes through the induction coil, it generates an electromagnetic field that induces a current along the edges of the tube. This current concentrates on the surface of the edges, heating them to the forge-welding temperature in a fraction of a second.
Solid-State Welders: Modern mills have replaced vacuum tube welders with solid-state MOSFET or IGBT technology. These welders offer higher energy efficiency and much more precise control over the heat-affected zone (HAZ).
Impeder Systems: An impeder, constructed from ferrite material, is placed inside the tube at the weld point. This directs the magnetic flux to the edges of the strip, significantly improving the welding efficiency and reducing the power required.
Squeeze Rolls: Once the edges reach the plastic state, the squeeze rolls apply mechanical pressure to forge the bond. The displacement of the molten material forms the internal and external weld beads, which are subsequently removed by "scarfing" tools.
By maintaining a narrow HAZ and precise forge pressure, SANSO ensures that the weld joint is as strong as, or stronger than, the base material, a prerequisite for pressure-rated applications.
After the welding and cooling stages, the tube must be brought to its final dimensions. The sizing mill typically consists of several stands that gradually reduce the outside diameter (OD) to the specified tolerance. This process also improves the roundness of the tube and provides additional work hardening to enhance the mechanical properties.
For straightening, the pipe mill machine employs a "Turk’s Head" unit. This device consists of four adjustable rolls that can apply pressure from multiple angles, allowing the operator to correct for any lateral bow or vertical deviation. This is particularly important for structural tubes that must meet strict straightness standards for use in construction or automotive frames.
The final stage in the production line is the cutoff unit. While traditional hot friction saws were common, most modern facilities have transitioned to cold saw cutting. Cold saws utilize TCT (Tungsten Carbide Tipped) or HSS (High-Speed Steel) blades that rotate at lower speeds with high torque. This results in a clean, burr-free cut with a squared end, which eliminates the need for secondary end-facing operations. The "flying" mechanism refers to the saw's ability to synchronize its movement with the speed of the tube, allowing for continuous cutting without stopping the production flow.
A frequent hurdle for tube manufacturers is the downtime associated with tooling changes and alignment errors. Misalignment of the rolls can lead to "marking" on the surface of the tube or an unstable weld seam. To solve this, advanced mills now incorporate quick-change systems where entire stands can be replaced in minutes using a "rafting" design.
Furthermore, digital alignment tools using laser-guided sensors have replaced traditional manual string lines. These sensors provide real-time feedback to the operator, ensuring that every stand from the uncoiler to the sizing mill is perfectly centered on the mill's pass line. This precision is a fundamental part of the engineering philosophy at SANSO, where the focus is on maximizing mill uptime and reducing material waste.
To meet international standards such as API, ASTM, or DIN, the pipe mill machine must be integrated with robust testing equipment. Quality control is not an afterthought but a continuous part of the production workflow.
Eddy Current Testing (ECT): This NDT method is used online to detect surface defects and weld discontinuities. As the tube passes through a test coil, any irregularities in the weld seam disrupt the electromagnetic field, triggering an alarm and marking the defective area.
Hydrostatic Testing: For pipes intended for oil, gas, or water transport, hydrostatic testing is performed to verify the pressure-holding capacity. The tube is filled with water and pressurized to a specific level to ensure there are no leaks or structural failures.
Ultrasonic Testing (UT): UT is used for thicker-walled pipes to detect internal flaws that ECT might miss. It provides a deeper look into the metallurgical integrity of the weld.
The versatility of welded tubes allows them to be used in a vast array of sectors, each with its own set of technical requirements. In the automotive industry, precision-sized tubes are used for seat frames, exhaust systems, and drive shafts, where weight reduction and structural strength are paramount. In the construction sector, hollow structural sections (HSS) produced by a high-capacity pipe mill machine are utilized for building columns, trusses, and scaffolding.
The energy sector represents perhaps the most demanding application. Line pipes for oil and gas transport must withstand extreme pressures and corrosive environments. This requires the use of specialized alloy steels and rigorous control over the HFIW process to ensure the weld's chemical and mechanical consistency. By providing the machinery capable of processing these advanced materials, equipment manufacturers enable the expansion of global energy infrastructure.
The trajectory of tube mill technology is moving toward fully autonomous operation. Industry 4.0 integration allows for the collection of data from hundreds of sensors located throughout the line. This data is used for predictive maintenance, where the system can identify a failing bearing or a worn roll before it results in a breakdown. Automated roll adjustment systems are also becoming more common, allowing the mill to reconfigure itself for different pipe sizes with minimal human intervention.
These advancements do not just improve efficiency; they ensure a level of repeatability that was previously impossible. When every variable—from the strip tension to the welding frequency—is monitored and adjusted in real-time, the resulting product achieves a level of quality that satisfies the most stringent engineering requirements.

Selecting the right pipe mill machine is a decision that impacts every aspect of a manufacturer’s output. It is a complex balance of mechanical robustness, electronic precision, and metallurgical expertise. By focusing on the technical nuances of roll pass design, high-frequency welding, and automated finishing, producers can achieve the high-speed, high-quality results required by today's industrial sectors.
As the industry continues to evolve, the integration of smarter controls and more durable materials will remain the focus of engineering teams. Whether the goal is to produce small-diameter decorative tubing or large-scale structural pipes, the foundation remains the same: a stable, precise, and highly efficient production line.
Q1: What is the main difference between ERW and HFIW in pipe production?
A1: Electric Resistance Welding (ERW) is a broad term that includes both low-frequency and high-frequency welding. High-Frequency Induction Welding (HFIW) specifically uses a high-frequency current (up to 500 kHz) to heat only the edges of the strip. HFIW is more efficient and produces a much smaller heat-affected zone than older low-frequency methods.
Q2: How does the mill handle different material grades, such as stainless steel vs. carbon steel?
A2: Different materials require different roll materials and welding parameters. Stainless steel requires specific roll tooling to prevent surface contamination and usually employs TIG or Laser welding rather than HF induction, as its electrical conductivity and thermal properties differ from carbon steel.
Q3: Why is the "scarfing" process necessary in tube manufacturing?
A3: During the forge welding process, excess molten metal is squeezed out from the joint, creating a "bead" on both the inside and outside of the tube. Scarfing uses specialized carbide tools to trim these beads while the material is still hot, resulting in a smooth surface.
Q4: What role does the cooling section play after the welding unit?
A4: The cooling section uses a recirculating water-coolant mixture to lower the temperature of the weld seam and the entire tube. This stabilizes the material's dimensions and hardness before it enters the sizing mill, preventing thermal distortion during the final shaping.
Q5: Can one pipe mill machine produce both round and square profiles?
A5: Yes. Square and rectangular profiles are typically produced by first forming a round tube and then passing it through a series of "shaping" stands in the sizing mill. By changing the roll tooling in the final stands, the round tube is transformed into the desired polygonal shape.
If you are looking to optimize your production line or require a custom-engineered solution for complex tube profiles, our technical team is ready to assist. We provide in-depth consultations on mill configuration, roll pass design, and high-frequency welding optimization. Contact us today to discuss your project requirements and receive a comprehensive technical proposal tailored to your manufacturing goals.