In the industrial manufacturing sector, specifically within the steel pipe production industry, procurement decisions are driven by technical precision and long-term output reliability. When evaluating the tube mill machine price, it is a mistake to view it as a flat figure. Instead, it must be analyzed as a reflection of engineering complexity, metallurgical requirements, and the integration of advanced control systems. A professional procurement process involves dissecting the mechanical and electronic components that ensure consistent wall thickness, diameter accuracy, and weld seam integrity.
Manufacturers like [SANSO] emphasize that the value of a production line is found in its ability to maintain high-speed operations without compromising the structural properties of the finished product. This article examines the core technical drivers that dictate the capital investment required for modern high-frequency (HF) welding and stainless steel tube production lines.
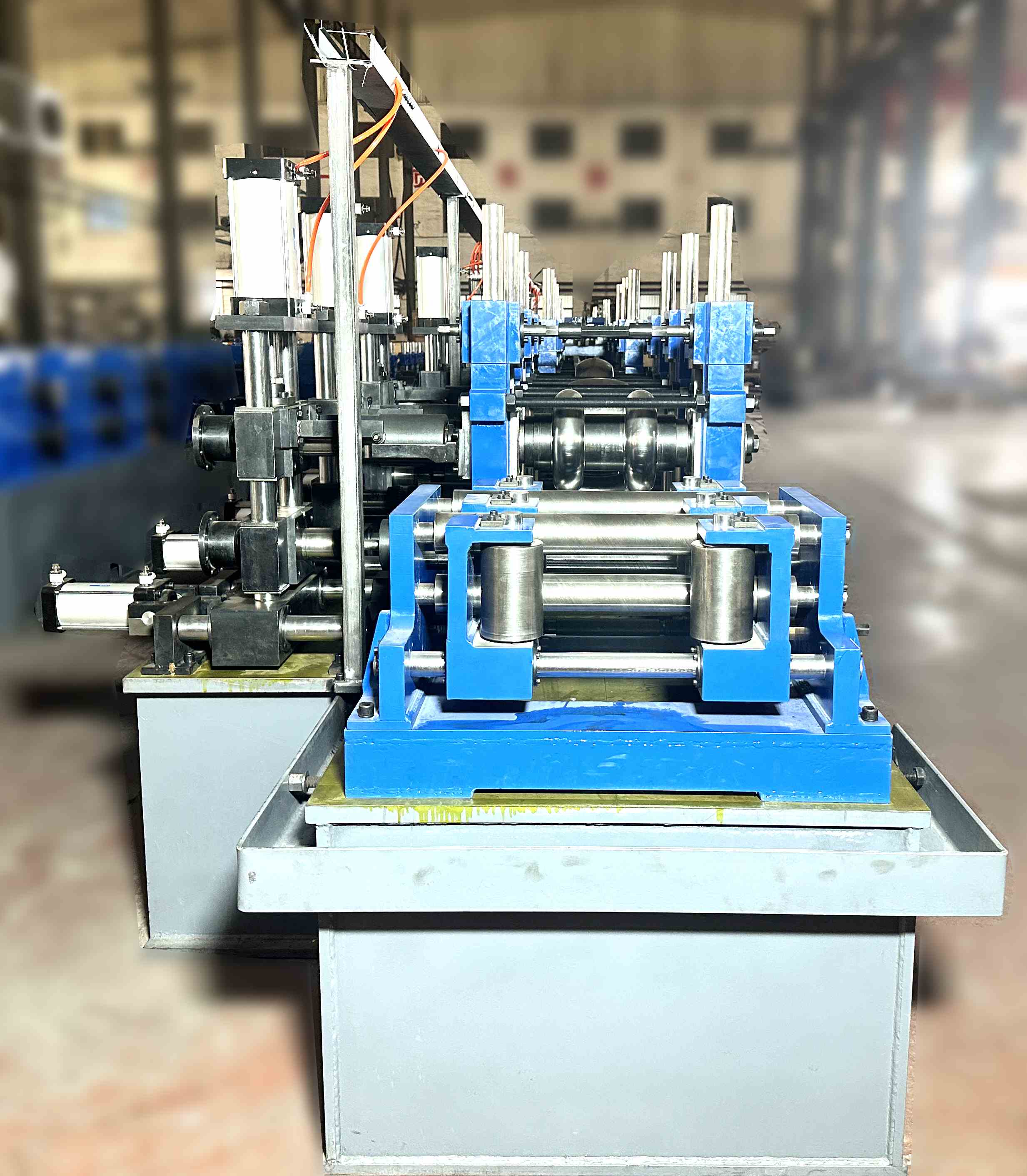
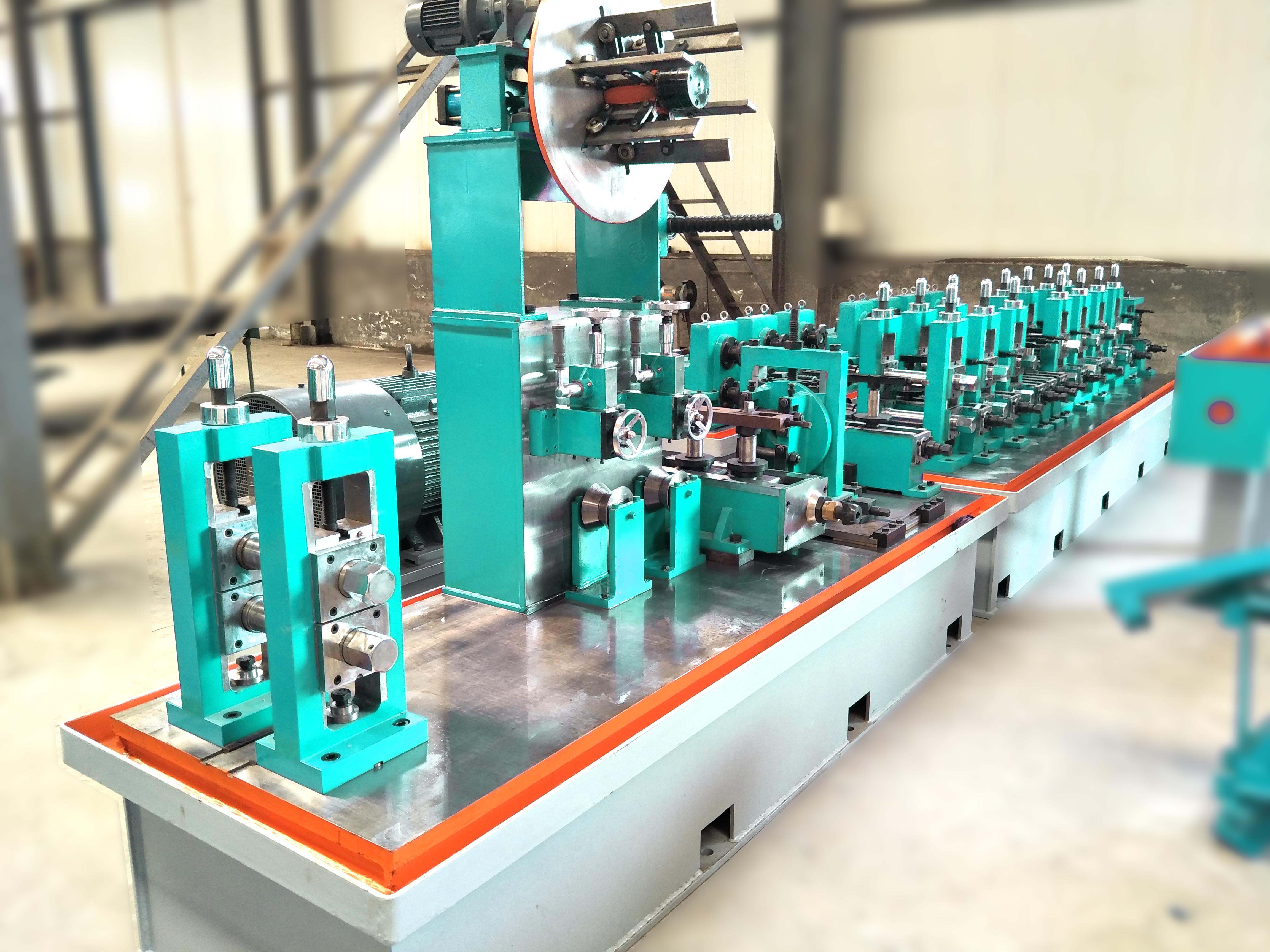
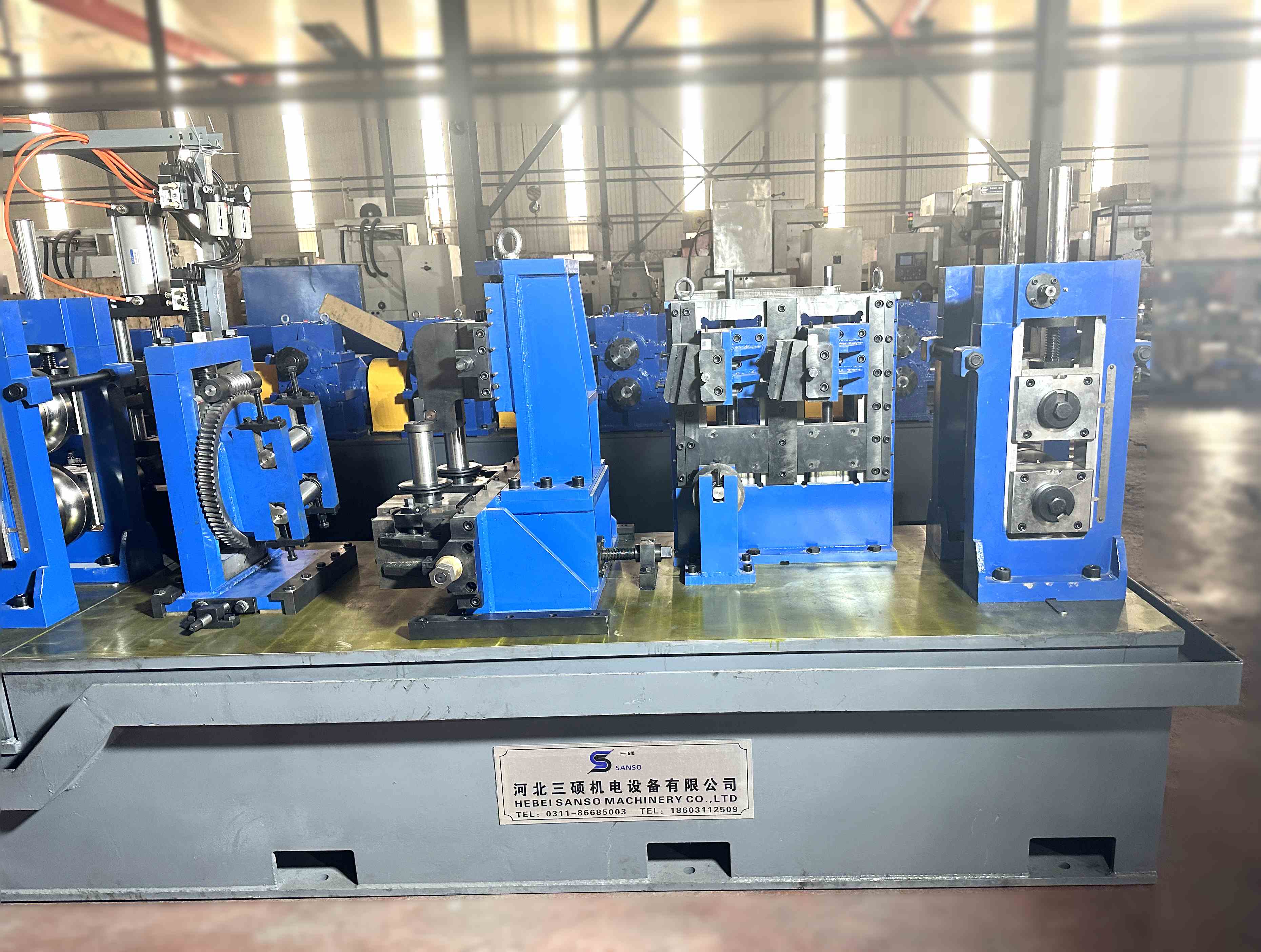
The forming section is the heart of any tube mill. The number of stands and the method of deformation directly influence the tube mill machine price. A standard line utilizes a series of breakdown stands, fin-pass stands, and sizing stands. High-precision mills require a larger number of stands to ensure a gradual deformation of the steel strip, which prevents edge buckling and internal stresses in the material.
Materials such as high-strength low-alloy (HSLA) steel require more robust forming stands with increased torque capacity. The inclusion of "W-Forming" technology or flexible forming systems—where the rollers do not need to be changed for different sizes—adds significant technical value. These systems utilize motorized adjustments and PLC-controlled positioning to reduce downtime. While these features increase the initial acquisition cost, they provide a necessary solution for facilities handling small-batch, diverse-diameter production runs.
Furthermore, the material used for the rollers themselves (such as Cr12MoV or D2 tool steel) and their heat treatment processes are major cost drivers. Precision-ground rollers with hard chrome plating ensure longevity and surface quality, particularly for architectural or automotive-grade tubing.
The welding unit is perhaps the most technologically sensitive component of the entire line. Modern pipe production relies heavily on Solid-State High-Frequency induction welding. The tube mill machine price fluctuates based on the kilowatt (kW) rating and the technology used in the welder’s power supply—namely MOSFET vs. IGBT components.
MOSFET Technology: Known for high efficiency and reliability in smaller power ranges, suitable for thinner wall pipes.
IGBT Technology: Provides higher power density and is more robust for heavy-wall thickness applications.
Advanced welding systems include automatic heat control (AHC), which synchronizes the welding temperature with the line speed. This prevents "cold welds" during ramp-up or "over-burn" during deceleration. Integrating such precision electronic control systems requires sophisticated engineering, which is reflected in the overall machine valuation. [SANSO] integrates these high-frequency units to ensure that the weld seam strength matches the parent material, a requirement for pressure-rated piping.
Continuous production is mandatory for maximizing throughput. This is achieved through the strip entry system, consisting of an uncoiler, a shear and butt welder, and a strip accumulator. The type of accumulator—whether horizontal spiral, vertical cage, or "floop" style—impacts the tube mill machine price significantly.
A horizontal spiral accumulator allows for high-speed operation and protects the surface of the strip from scratching, which is vital for stainless steel or pre-painted coils. The engineering required to manage the strip tension and speed as it enters the forming section is complex. If the accumulator is not sized correctly for the mill's maximum speed, it becomes a bottleneck, negating the benefits of a high-speed welding unit. High-capacity accumulators that handle wider strips and thicker gauges require heavier mechanical frames and more powerful drive motors.
After the welding and cooling process, the tube must be brought to its final dimensions and straightened. The sizing section consists of multiple stands that refine the outer diameter (OD) and ensure the tube is perfectly round or shaped (into square or rectangular profiles). The sophistication of the straightening Turk's heads is a major factor in the technical specification.
Four-roll or six-roll straightening units provide superior control over the longitudinal bow and twist of the pipe. For manufacturers targeting the automotive or aerospace industries, the tolerances required are often in the range of microns. Achieving this level of precision necessitates high-rigidity stands and precision-machined bearing blocks. The engineering labor involved in calibrating these sections to work in harmony with the line’s main drive system is a key component of the pricing structure.
The method used to cut the finished tube to length at the end of the line affects both the quality of the product and the tube mill machine price.
Friction Saws: High-speed but result in a burr and high heat at the cut end. They are common in lower-precision applications.
Cold Saws (Orbital or Flying): Use a TCT or HSS blade to cut the tube with a clean, burr-free finish. They operate at lower RPMs but require complex servo-driven motion control to track the moving pipe precisely.
A high-speed flying cold saw requires a sophisticated motion controller (such as those from Siemens or Mitsubishi) and high-response servo motors. The ability to cut tubes at speeds exceeding 100 meters per minute while maintaining a length tolerance of +/- 1mm is a feat of engineering that distinguishes premium machinery from entry-level equipment.
In the current manufacturing environment, data acquisition and remote monitoring have become standard requirements. The integration of a comprehensive Human-Machine Interface (HMI) allows operators to monitor motor loads, welding temperatures, and line speeds in real-time.
Advanced systems produced by [SANSO] offer features such as recipe management, where the parameters for different tube sizes are stored and can be recalled instantly. This reduces human error and setup time. The hardware required for this—including sensors, encoders, and industrial-grade PLCs—along with the custom software programming, contributes to the tube mill machine price. However, this level of automation ensures consistent quality that manual systems cannot replicate.
The metallurgical properties of the material being processed dictate the machine's construction. A mill designed for stainless steel requires more stands to handle the material's work-hardening characteristics. Furthermore, stainless steel mills often utilize TIG, Plasma, or Laser welding instead of HF induction, depending on the wall thickness and the intended use (e.g., food grade or sanitary tubing).
For stainless steel lines, every component that contacts the strip must be designed to avoid contamination. This often involves specialized roller materials and bright annealing units integrated into the line to restore the corrosion resistance of the weld zone. The engineering overhead for specialized material handling significantly influences the total investment compared to standard carbon steel ERW mills.
Many pipe manufacturers struggle with high scrap rates during changeovers and inconsistent weld quality. These issues are often the result of opting for a lower tube mill machine price without considering the rigidity of the mill base or the precision of the drive synchronization. A well-engineered mill addresses these pain points by providing a stable mechanical platform that minimizes vibration and thermal drift.
By investing in machinery that features quick-change rafts and automated alignment, manufacturers can reduce downtime from hours to minutes. This technical solution directly addresses the need for agility in a market where order sizes are shrinking and customization is increasing.
Selecting a tube mill is a complex technical undertaking that requires a deep understanding of mechanical tolerances, welding physics, and automation capabilities. The tube mill machine price is an indicator of the machine's ability to produce high-quality output at high speeds with minimal intervention. For professional manufacturers, the focus remains on the precision of the forming stands, the efficiency of the welding unit, and the reliability of the control systems.
[SANSO] remains committed to providing high-performance solutions that meet the rigorous demands of the global pipe and tube industry. If you are looking to enhance your production capabilities or require a detailed technical consultation on the best configuration for your specific material requirements, we invite you to contact our engineering team.
Q1: How does the wall thickness of the pipe affect the tube mill machine price?
A1: Wall thickness determines the required torque and the diameter of the shafts in the forming and sizing stands. Thicker walls require more powerful motors, heavier gearboxes, and a more robust frame to handle the increased forming forces, which leads to a higher price point.
Q2: Is a cold saw always better than a friction saw?
A2: Technically, a cold saw provides a much cleaner, burr-free cut and does not alter the grain structure at the tube end due to heat. However, it is more complex and expensive. For structural pipes where end-finish is less critical, a friction saw may suffice, but for high-end industrial tubes, a cold saw is the professional choice.
Q3: Can one tube mill handle both carbon steel and stainless steel?
A3: While possible with significant modifications, it is not ideal. Stainless steel requires different welding technologies (TIG/Laser) and more forming stands due to its work-hardening properties. Additionally, rollers used for carbon steel can contaminate stainless steel, leading to corrosion issues.
Q4: What is the benefit of a Solid-State HF welder over older vacuum tube technology?
A4: Solid-state welders (using MOSFET or IGBT) are much more energy-efficient, have a smaller footprint, and provide much more stable power output. This stability is vital for maintaining a consistent weld bead and reducing the heat-affected zone (HAZ).
Q5: How does automation impact the number of operators required?
A5: High levels of automation, including motorized roll adjustment and PLC-based recipe management, allow a single operator to manage sections of the mill that would otherwise require multiple technicians for manual adjustment and monitoring.