In the welded pipe manufacturing sector, the tube mill machine is the central asset where metallurgical science meets mechanical precision. For operations targeting high-strength materials, tight dimensional tolerances, and first-pass yields above 96%, the selection and configuration of this equipment determine both variable cost structure and market competitiveness. Based on field data from over 400 integrated lines across five continents, this technical overview dissects the subsystems that separate high-performance mills from those plagued by weld defects, geometric deviations, and excessive downtime. SANSO engineers these systems with a focus on closed-loop process control, ensuring that each tube mill machine delivers measurable gains in OEE (Overall Equipment Effectiveness) while meeting API, ASTM, and ISO criteria.
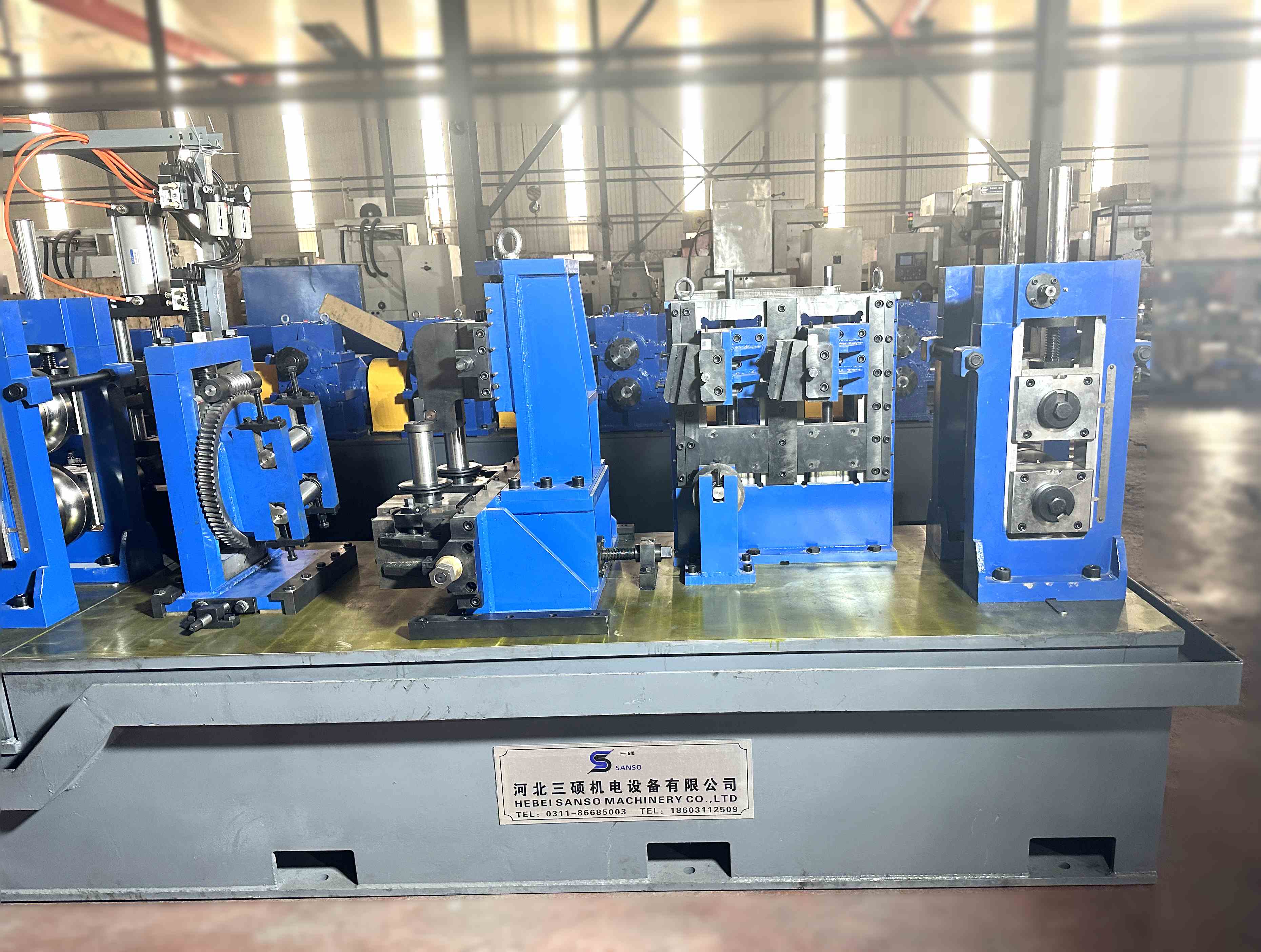
A modern tube mill machine is not a single unit but an integrated series of stations, each contributing to final product quality. The interaction between these stations dictates the machine’s ability to handle varied materials—from low-carbon steel to advanced high-strength steel (AHSS) and stainless alloys.
The process begins with dual-mandrel uncoilers designed for continuous operation. Edge milling units with servo-driven positioning remove work-hardened edges and ensure a burr-free strip. For ERW (electric resistance welding) lines, edge geometry directly affects weld integrity; deviations beyond ±0.1 mm result in weld porosity or incomplete fusion. Modern tube mill machine configurations integrate laser-based edge detection to automate milling adjustments, reducing scrap during material transitions by up to 30%.
Forming stands apply progressive bending to transform flat strip into an open seam tube. The challenge lies in managing springback, especially with AHSS grades like DP600 or CP800. Finite element analysis (FEA) is now standard for roll tooling design, ensuring that strain distribution remains uniform across the strip width. Quick-change cassette systems allow full roll set replacement in under 20 minutes—a critical factor for manufacturers operating just-in-time (JIT) inventory models. When the forming section is properly engineered, edge buckling and weld misalignment are virtually eliminated.
High-frequency welding remains dominant due to its speed and energy efficiency. However, weld quality depends on precise control of impedance placement, strip edge temperature, and squeeze pressure. Advanced tube mill machine platforms employ closed-loop weld temperature monitoring via dual-wavelength pyrometers, coupled with automatic weld position controllers. Post-weld seam annealing—inline induction or external—is mandatory for applications requiring high ductility, such as automotive hydroformed components or heat exchanger tubing.
After welding, the tube passes through sizing stands to achieve final OD tolerance, typically ±0.2% for structural pipes. Rotary straighteners correct residual bending stresses, while a servo-driven flying cut-off ensures length accuracy within ±1.5 mm at line speeds exceeding 120 m/min. The integration of digital servo drives and high-speed PLC synchronization eliminates the mechanical backlash common in older mechanical mills.
Field data from 120 tube mill installations reveal that the most persistent production losses stem from weld seam defects, dimensional drift, and unscheduled downtime. Below are the root causes and countermeasures validated in high-volume operations.
Pain Point: Internal Weld Bead Protrusion
Root
Cause: Inadequate squeeze roll pressure or improper weld roll
geometry.
Solution: Hydraulic servo-controlled squeeze stands with
load cell feedback. By maintaining consistent weld pressure independent of
material thickness variations, the tube mill machine produces a near-flush internal
bead, eliminating secondary scarfing operations in precision applications.
Pain Point: Weld Porosity and Cold Welds
Root
Cause: Inconsistent strip edge condition or variable
impedance.
Solution: Dual-axis seam tracking with ultrasonic weld
monitoring. Real-time feedback adjusts weld power and impedance position,
reducing NDT rejection rates by 45% in API 5L line pipe production.
Pain Point: Chatter Marks and Surface Defects
Root
Cause: Roll bearing wear or misalignment in forming
stands.
Solution: Condition monitoring systems with vibration
sensors and lubrication analytics. Predictive maintenance alerts prevent
unplanned stoppages and maintain surface quality compliant with ASTM A513
specifications.
Pain Point: Excessive Scrap During Coil
Changeover
Root Cause: Manual or poorly synchronized
accumulator control.
Solution: High-ratio accumulators with
tension-controlled dancer arms. Decoupling strip feed from mill speed allows
continuous operation during coil joining, slashing start-up scrap by up to
70%.
Market demands dictate specific machine architectures. A tube mill machine designed for line pipe differs substantially from one intended for automotive precision tubes.
API Q1 compliance requires heavy-duty forming stands with rigidity to handle wall thicknesses up to 16 mm. These machines integrate hydrostatic testing and automated ultrasonic testing (AUT) stations. For sour service applications, weld heat input must be tightly controlled to prevent hydrogen-induced cracking (HIC). SANSO’s configurations in this sector employ adaptive weld power controllers that adjust frequency based on real-time hardness readings.
Drive shafts, chassis components, and fuel lines demand diameter tolerances as tight as ±0.05 mm and flawless surface finish. Here, the tube mill machine incorporates multi-stand Turk’s head sizing units and in-line eddy current testing. Laser micrometers positioned after each critical stand provide immediate feedback, enabling corrections before defective tubing reaches the cut-off station.
For hollow structural sections (HSS), achieving squareness and consistent corner radii is the primary challenge. Mills equipped with high-torque AC drives and adaptive roll pass designs maintain uniform wall thickness distribution even during complex shape transitions. SANSO’s engineering approach prioritizes roll pass optimization to minimize material strain while ensuring consistent mechanical properties across the section.
Often underestimated, the accumulator is a strategic component that directly influences scrap rates, energy consumption, and weld consistency. A properly integrated accumulator decouples the strip preparation section from the high-speed forming and welding zones, allowing the mill to operate at a constant speed regardless of coil changes. SANSO’s accumulator systems utilize vertical loop designs with servo-driven dancer arms, maintaining constant back tension even during acceleration and deceleration phases.
Data from recent installations show that mills equipped with high-ratio accumulators achieve a 22% reduction in energy consumption per ton due to minimized acceleration cycles. Furthermore, the ability to perform coil end welding offline eliminates the most common cause of weld defects: speed variations during the joining process. For 24/7 operations, this translates to 300–400 additional productive hours annually.
The modern tube mill machine is a data-generating asset. Leveraging that data transforms maintenance from reactive to predictive, reducing unplanned downtime by over 50%.
Digital Twins: Virtual replicas of the mill allow operators to simulate roll changes and parameter adjustments offline, reducing commissioning time by up to 60%.
Predictive Analytics: Machine learning models analyze motor torque, vibration spectra, and weld power signatures to forecast roll wear and bearing failure with 95% accuracy.
Energy Optimization: Regenerative drives capture energy during deceleration, while optimized forming geometry reduces mechanical power requirements by 15–20%.

Investing in a tube mill machine is a strategic decision that affects production agility, quality compliance, and operational costs. By prioritizing closed-loop process control, robust mechanical design, and data-driven automation, manufacturers can achieve first-pass yields above 97% while minimizing waste and energy consumption. SANSO has engineered over 400 integrated lines globally, delivering systems that adapt to evolving material specifications and market demands. Each tube mill machine is configured to operate as a profit center—maximizing uptime, ensuring dimensional consistency, and providing the flexibility required in today’s competitive landscape.
A1: Forming capacity is primarily defined by the material yield strength, wall thickness, and finished tube diameter. Key parameters include the number of breakdown passes, roll material hardness (typically D2 or PM steel for high-strength grades), and the rigidity of the forming stand housings. For AHSS grades, machines must incorporate additional stands to manage springback, and roll passes must be designed using FEA to prevent edge buckling.
A2: The accumulator allows the forming and welding sections to maintain a constant line speed independent of the strip feed. Weld heat input per unit length is directly proportional to line speed; any variation creates inconsistencies in the heat-affected zone. A high-ratio accumulator eliminates speed fluctuations during coil joining and acceleration, ensuring stable weld temperature profiles and reducing porosity risks.
A3: For API 5L line pipe, essential real-time systems include: (1) dual-wavelength infrared pyrometers for weld temperature control; (2) automated ultrasonic testing (AUT) for seam integrity; (3) laser-based OD and wall thickness gauges positioned after sizing stands; and (4) hydraulic pressure monitoring on squeeze stands to maintain consistent weld upset. These systems must be integrated into a centralized PLC with data logging for traceability.
A4: A predictive maintenance regimen is critical. Key practices include: weekly vibration analysis on all main drive bearings; quarterly laser alignment of the entire pass line (from entry guide to cut-off); and lubrication interval monitoring using oil analysis for particle count and water content. Bearings in high-load forming stands typically require replacement after 8,000–12,000 production hours, but condition-based monitoring can extend this by 30%.
A5: Yes, with the integration of a turks-head (sizing) section after the round-to-shape conversion. For diameter ranges from 20 mm to 150 mm, universal breakdown sections with adjustable side rolls enable changeover between round and rectangular profiles. However, to maintain efficiency and tooling life, many manufacturers dedicate specific lines to either round or shape production when volumes exceed 10,000 tons per year per profile family. Quick-change cassette systems reduce changeover time to under 90 minutes.
A6: HF contact welding uses sliding contacts that directly energize the strip edges; it offers higher efficiency for smaller diameters and thicker walls but requires precise impedance setup. Induction welding uses a coil that surrounds the tube, providing cleaner operation and easier setup for larger diameters. Induction systems require additional floor space for the coil and cooling systems. The choice influences mill layout, power supply sizing, and the complexity of the weld control system.