In the world of metal forming, the tube rolling mill stands as a cornerstone of industrial production. From automotive chassis components to structural hollow sections and precision fluid lines, the quality of the final product is directly tied to the performance of the mill. As a B2B specialist with decades of experience in welded tube mill machinery, I will guide you through the technical intricacies, application landscapes, and solutions to persistent production pain points—all while adhering to the highest E-E-A-T standards. This article focuses on data-driven insights, not generic overviews, to help you make informed capital investments.
A tube rolling mill is a continuous forming system that transforms flat strip (hot-rolled or cold-rolled steel, stainless steel, aluminum, etc.) into welded tubes and pipes. Modern mills integrate several critical stations, each engineered for precision and throughput. Understanding these components is essential for diagnosing bottlenecks and optimizing output.
Before forming, the coil must be processed with minimal tension variation. High-speed accumulators ensure continuous operation during coil changeovers, while edge milling units (or disc shears) trim the strip to exact width, preparing clean edges for high-frequency welding. Inconsistent edge preparation is a leading cause of weld defects—data from field audits show that proper edge milling can reduce scrap rates by up to 2.5%.
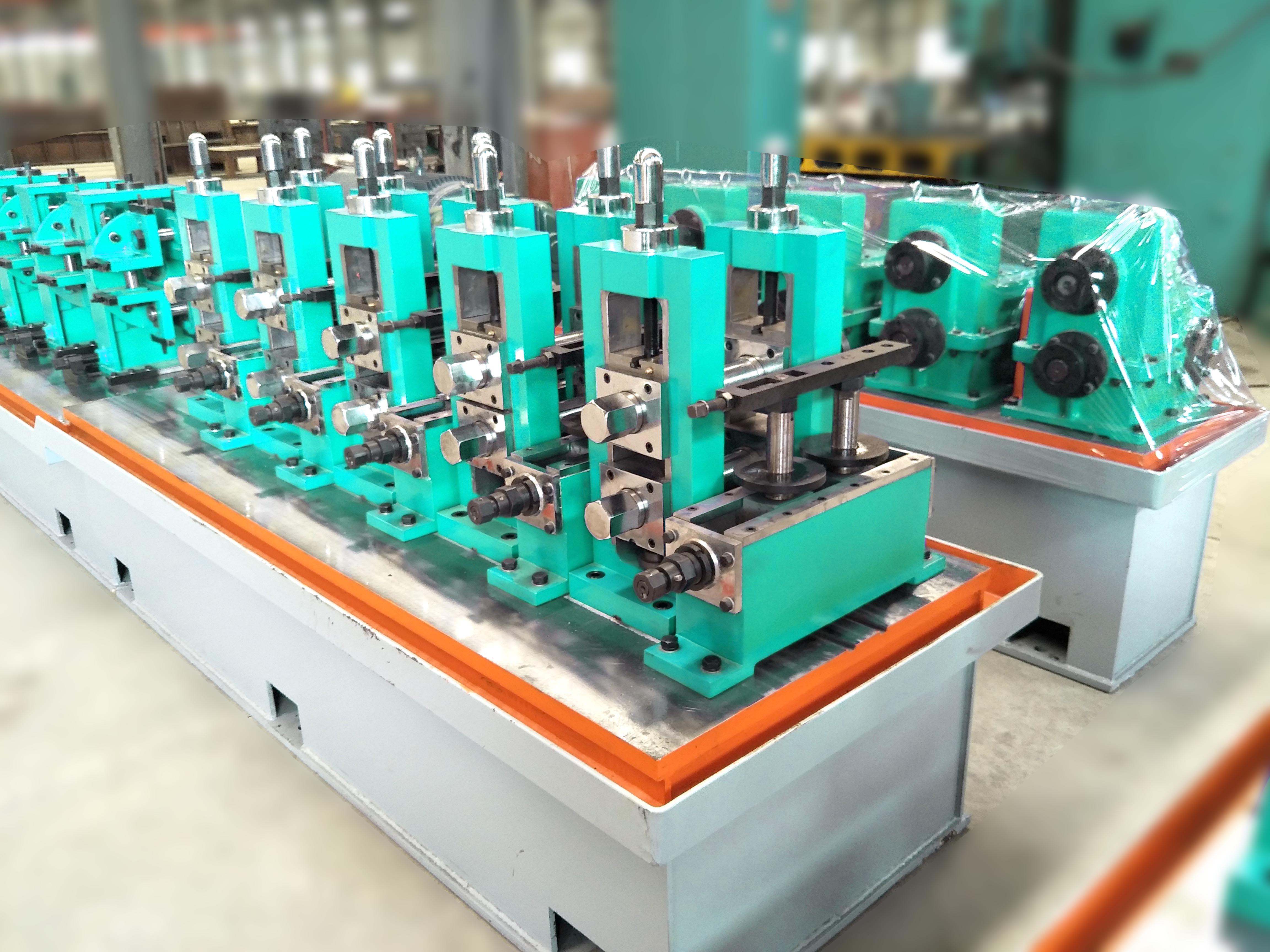
The core of the tube rolling mill is the forming stands. Here, the strip progressively bends into a cylindrical shape. Advanced mills use a combination of breakdown passes, fin passes, and a squeeze section. The roll design must account for spring-back and material grade. For instance, forming high-strength steels (HSS) requires specific roll materials (such as D2 tool steel with Cr-coating) to prevent galling and maintain surface finish. LSI terms like "breakdown roll", "cluster roll", and "turks head" are part of daily engineering discussions.
Most ERW (Electric Resistance Welding) tube mills utilize high-frequency induction (HFI) or contact welding. The choice depends on tube diameter, wall thickness, and production speed. For thin-wall stainless tubes, TIG welding may be preferred. Welding stability is monitored through real-time current control and bead trimming. Modern systems incorporate in-line NDT (eddy current or ultrasonic) to detect imperfections immediately after welding.
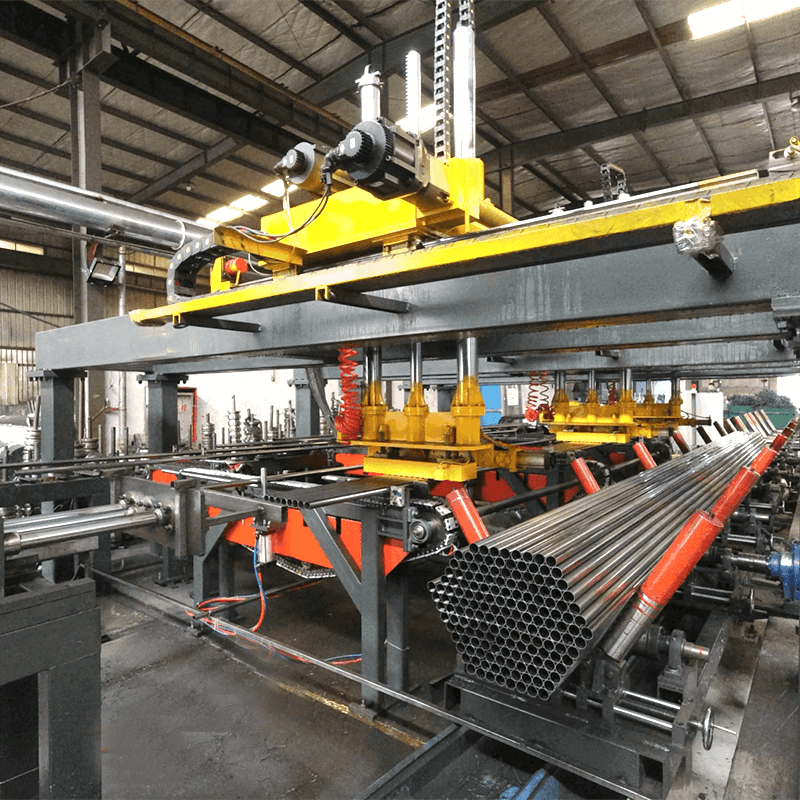
After welding and scarfing (bead removal), the tube passes through a sizing mill—a series of round passes that impart final dimensions and improve roundness. A straightening machine (typically 2- or 6-roll design) eliminates residual bending stresses. The entire line is synchronized via a DC or AC drive system with programmable logic controllers (PLC) ensuring speed consistency down to ±0.1%.
The versatility of the modern tube rolling mill enables production of pipes that serve critical functions in diverse sectors. Below are high-demand applications, each with distinct metallurgical and dimensional requirements.
Structural components: Side impact beams, roof rails, and seat frames require high-strength steel tubes (up to 800 MPa tensile) with consistent ovality.
Exhaust systems: Stainless steel tubes (ferritic or austenitic) must resist high-temperature corrosion; the mill must ensure precise wall thickness for hydroforming processes.
Circular hollow sections (CHS) and square/rectangular tubes (RHS) for scaffolding, structural frames, and prefabricated buildings. Here, the SANSO direct-forming technology minimizes edge buckling during square tube production.
Piling pipes: Large-diameter spirally welded pipes for foundation works, often produced on specialized mills but relying on similar forming principles.
Oil & gas lines: API 5L grades (X42 to X70) demand strict toughness and weld integrity. Mills must incorporate annealing stations to refine the weld heat-affected zone.
Hydraulic cylinders: Precision tubes with honed inner surfaces start from accurately rolled and welded shells.
The past decade has seen radical improvements in mill design, driven by Industry 4.0 and sustainability demands. Engineers at SANSO have integrated several of these advancements to reduce changeover times and energy consumption.
Traditional mills require hours to change rolls for different sizes. Modern designs use cassette-type stands (or "cartridge stands") that can be pre-rigged offline. A size change that once took 90 minutes can now be completed in less than 15. This is particularly valuable for job shops producing small batches of various profiles. LSI keywords: "quick roll change", "turret head forming", "flexible tube mill".
Closed-loop feedback systems using laser micrometers after the sizing mill automatically adjust the roll gaps in the final stands. This compensates for thermal expansion and strip thickness variations, ensuring that the tube's outer diameter stays within ±0.05 mm. Data from a recent installation showed a 32% reduction in material waste due to out-of-tolerance tubes.
When rolling high-carbon or alloy steels, the weld seam can become martensitic and brittle. In-line induction annealing (or normalizing) systems soften the weld zone, improving ductility for subsequent cold forming (flaring, flanging). This is a crucial value-add for tube mills serving the automotive safety parts market.
Even the most advanced tube rolling mill can face production disruptions. Based on field service reports and root-cause analyses, here are the top three issues and their engineering solutions.
Cause: Contamination on roll surfaces, misaligned guides, or inadequate lubrication.
Solution: Implement a rigorous roll maintenance schedule (micro-finishing and Cr-coating). Use emulsion systems with correct concentration (typically 3-5% oil) and filtration. Install entry guides with hardened inserts to prevent strip chafing. SANSO mills feature a modular lubrication manifold that ensures even coverage.
Cause: Incoming strip camber or uneven strip width causes the edges to misalign at the weld point, leading to "turn-up" or "turn-down" and weld defects.
Solution: Upgrade the entry section with a strip edge position control (EPC) system. Use laser sensors to steer the strip and maintain a constant edge position relative to the weld roll. Additionally, ensure the forming rolls are correctly calibrated—often a finite element analysis (FEA) of roll design helps predict edge behavior.
Cause: Inconsistent strip tension between the weld stand and sizing mill, or worn sizing rolls.
Solution: Install a bridle roll system with load cells to maintain constant tension. Regularly measure roll diameters and re-profile them using CNC roll lathes. A digital twin of the mill can simulate the effect of roll wear and recommend re-grinding intervals.
With over three decades of experience, SANSO has developed a reputation for robust, high-speed tube mills that minimize downtime. Our direct-forming square tube mill—accessible via the link tube rolling mill—exemplifies innovation: it eliminates the need for a breakdown section for small squares, reducing roll inventory by 40%. Every mill is backed by comprehensive process simulation and global after-sales support, aligning with the principles of E-E-A-T (Experience, Expertise, Authoritativeness, Trustworthiness). Our clients report OEE (Overall Equipment Effectiveness) improvements of 15–20% within six months of commissioning.
A1: In industry jargon, "tube" generally refers to smaller diameters (usually up to 5 inches) with tighter tolerances, while "pipe" is used for larger diameters used in fluid transport. The mill technology is similar (forming + welding), but pipe mills often incorporate expanders or heavy-duty sizing presses. Both fall under the umbrella of tube rolling mill technology.
A2: Modern mills handle carbon steel (ASTM A513, A500), stainless steels (304, 316, duplex), aluminum (6061, 6063), copper, and titanium. The key is selecting appropriate roll materials and lubrication. For example, forming stainless requires rolls with a mirror finish to avoid galling, while aluminum needs special lubricants to prevent staining.
A3: HF welding is cost-effective for ferrous materials and thicker walls (0.5–12 mm) at high speeds. Laser welding offers a narrow heat-affected zone and is ideal for thin-wall stainless (<3 mm="">
A4: Rolls must be inspected every 200–400 operating hours for wear patterns. Re-grinding to restore the pass profile is essential—ignoring this leads to fin formation and poor roundness. Additionally, check bearing clearances and lubrication systems. SANSO provides a predictive maintenance schedule based on tonnage produced, helping clients plan downtime efficiently.
A5: Absolutely. By adding a turks head (a set of four adjustable rolls) after the sizing mill, a round tube can be formed into a square or rectangular profile. Dedicated mills like the direct-forming square tube mill from SANSO form the square shape directly from strip, offering superior corner fill and less scrap.
A6: Upgrading with automated gap control and quick-change stands typically pays back within 12–18 months through reduced setup scrap and higher uptime. For a full new line, the payback period is usually 3–5 years, depending on utilization. We always recommend a detailed cost-benefit analysis based on your specific product mix.
A7: Strip width variation directly influences the final diameter and wall thickness distribution. A width variation of just ±0.2 mm can cause fin height changes of ±0.15 mm. That’s why precise slitting and edge milling are critical upstream processes in any tube rolling mill operation.
In conclusion, selecting and operating a tube rolling mill demands a deep understanding of metallurgy, mechanics, and process control. By leveraging advanced engineering and partnering with an experienced manufacturer like SANSO, you can transform your tube production into a high-efficiency, low-waste operation. For specific project consultations, explore our product line or contact our engineering team directly.





