
Function To strap the steel tube bundle with strapping belt automatically online .
The number of strap can be set as per customer’s requirement
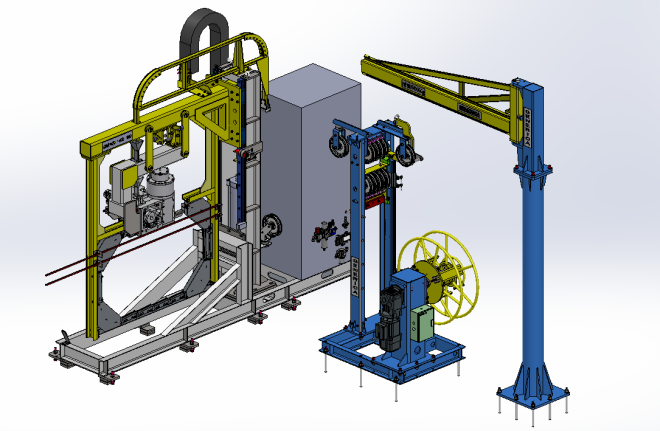
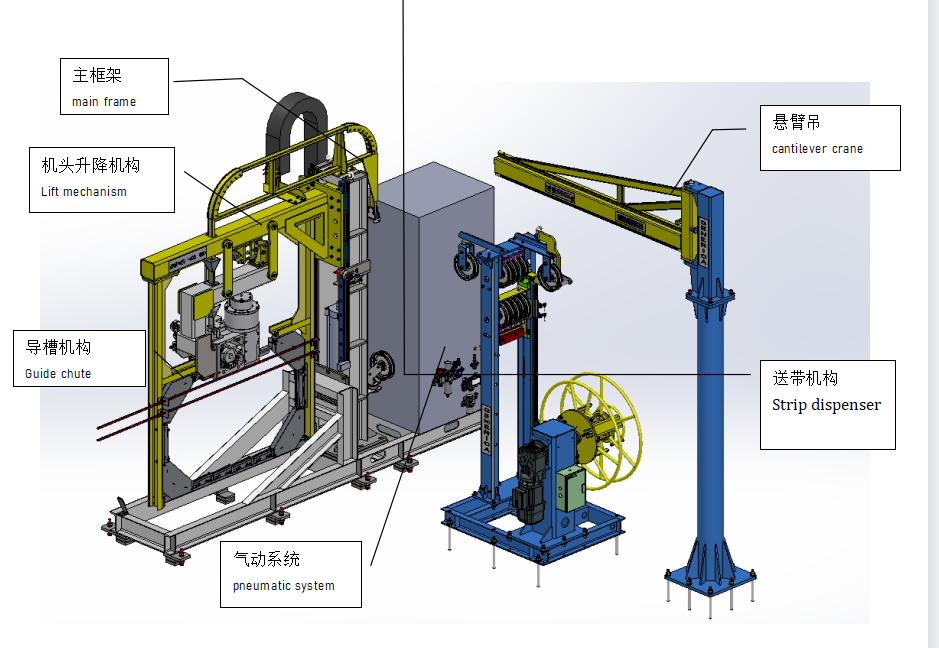
The automatic strapping machine is composed of
No.1: strapping head.
No.2 electric console system+console
No.3.main frame
No.4 lifting mechanism of strapping head
No.5.guide chute mechanism of strapping strip
No.6 pneumatic system
No.7 strapping strip dispenser
No.8 cantilever crane
To strap the steel tube bundle with strapping belt automatically online .
The number of strap can be set as per customer’s requirement.


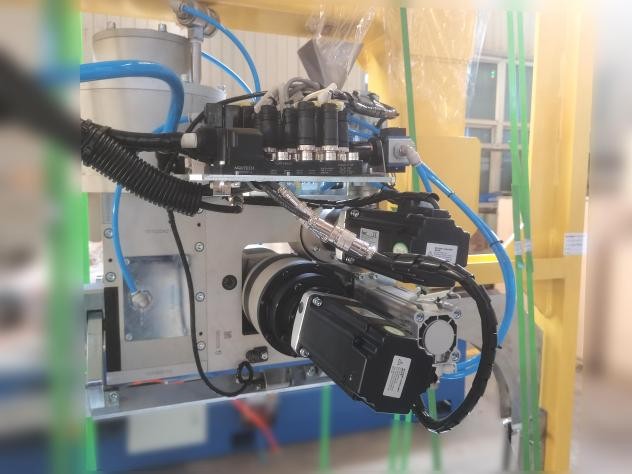
The strapping head incorporates a buckle-free interlocking unit based on German technology. It utilizes split-design clamping jaws and a fixed stamping die, featuring a mature and reliable structure with high precision fit. The tooth profile has been optimized over years of German refinement for superior performance.
The interlock unit directly interlocks the top and bottom strapping strip through meshing teeth that tighten under tension. A three-row lock design includes a central wedge-shaped safety latch. The entire lock bends and conforms tightly, preventing loosening from rebound forces. Compared to other buckle-free stamping technologies on the market, this design increases the service life of wear parts by over 30%.
(1) Buckle form : free-buckle( Six (three pairs) bites
(2) Buckling efficiency (strength):The strength in the joint is 75%~80% of the steel strip itself.
(3) Driving mode: Servo motor
(4) Tension range :Max:20,000N(adjustable)
(5) Feeding speed of strapping strip:Max. 2000 mm/sec
(6) Electromagnetic valve voltage:DC24V
(7) Size:L 600 x W 610 x H 616 mm
(8) The required top plane length of bundle:Min.160mm
(9) Strapping time :≤20second/strapping strip

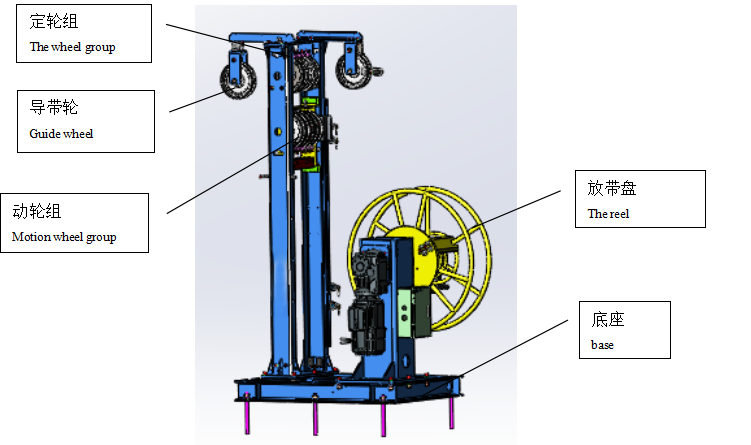
The upper idle wheels and motion wheels include multiple wheels for stocking strip,Ensure that the motor does not repeatedly switch between forward and reverse .
The motion wheel group uses its own weight to ensure that the straps between the idle wheels group and the motion wheel group can tightly adhere to the guide wheel without loosening.
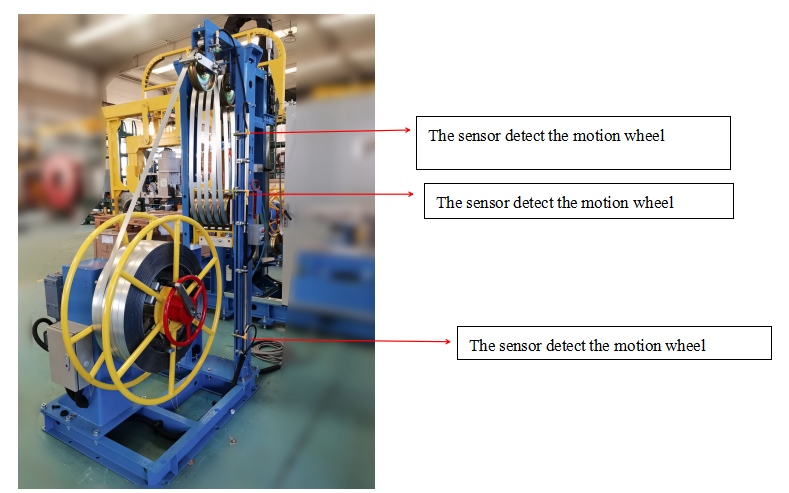
When the motion wheels move to the upper set position, the motor starts feeding strip. When the motion wheels falls to the lower set position, the motor stops to feed the strip.and then tighten the strip to make the motion wheel stop at the set position ,if the machine is abnormal and the motion wheels reach the upper limit position ,the upper limit sensor is triggered, the strapping machine will stop to run and alarm.
If the strapping strip run out ,the testing sensor will test it and then the indicator light is on and it will emit a prompt tone to prompt the worker to change strapping strip.
No.1 frame
No.2 idle wheels
No.3 motion wheels
No.4 the reel and the motor with reducer
No.5: sensor
Parameter:
1) Motor:1.1KW,model:GDPWJ90S-4,Three phase asynchronous motor.
2) Reducer model:GKAF49-YPEJ1.1-4P-56.83-M2-180°-3

(1) Strapping strip width:31.75 ± 0.13 mm
(2) Strapping strip thickness:0.8-1.1 ±0.035 mm
(3) Material:Cold rolled carbon steel
(4) Surface treatment:Bluing/galvanizing/painting/surface waxing
(5) Camber :Less than 12.4mm in the 2.4m in length.
(6) Angulation:Every 2.4m in length is not longer than 30.
(7) External diameter :Less than ø840mm
(8) Inner diameter:φ406mm ±2mm
(9) Max weight:430KG±30KG
(10) Strip coil height:190mm ± 5mm on the vertical axis

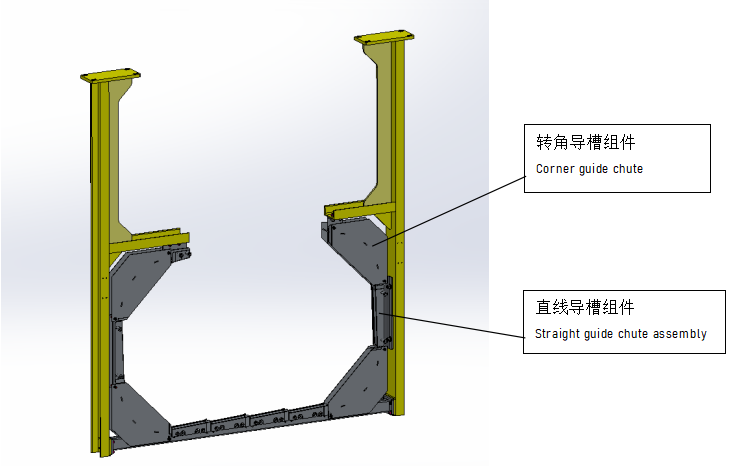
The structure :
It is composed of
No.1 Corner guide chute assembly.
No.2 Straight guide chute assembly
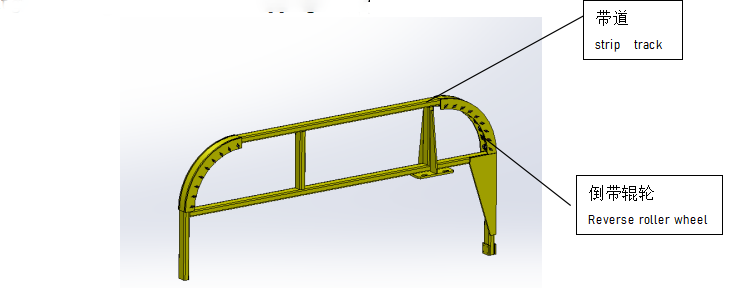
No.3. Strapping strip track
No.4 Reverse roller wheel
(1) Console + electrical cabinet( the console is installed near the strapping machine)
(2) The cabinets have a protection level:IP52.
(3) The communication between the strapping machine and the customer's conveyor system adopts PROFINET communication.
(4) The hard wiring of the strapping machine adopts a passive contact (dry contact) method
(5) The main control console of the trapping machine is equipped with a touch screen for easy on-site operation.

(1) Fully automatic :
After receiving the strapping start signal from the conveyor control circuit, the machine automatically completes a designated trapping
(2) Offline automatic (local operation):
By pressing a specific switch by the operator, the machine can complete a designated trapping cycle without the need for online signals from conveyor. After completion, the machine will wait for the operator to give the next instruction. In this state, the upper system still needs to provide interlocking signals.
(3) Semi automatic:
Part of the work program needs to be completed step by step during commissioning. But there are some actions that have interlocks added to the electrical program to prevent accidental and erroneous operations from causing equipment damage.
(4) Manual mode
For maintenance purposes, each active part of the trapping machine can operate independently
| NO. | Item name | Brand |
|---|---|---|
| 1 | Main low voltage electric elements | SCHNEIDER/ABB |
| 2 | Servo motor and its controller | INVT |
| 3 | PLC | SIEMENS SIMATIC S7-1200 |
| 4 | HMI | SIEMENS KTP 900 Basic |
| 5 | Sensor | SICK/IFM/P+F/ELCO |
| 6 | Terminal | SCHNEIDER/PHOENIX |
| 7 | Linear guide rail | HIWIN \ PMI \ SLM \ PDF |
| 6 | Reducer | GUOMAO/DONLY |
| 7 | Bearing | HRB,ZWZ,LYC |
| 8 | Pneumatic part | AIRTAC/FESTO |
| 9 | Ac driver | SIEMENSE |
