Together with the accumulator, it permits to change coil and joint it with the
already working strip maintaining constant the speed of the tube mill.
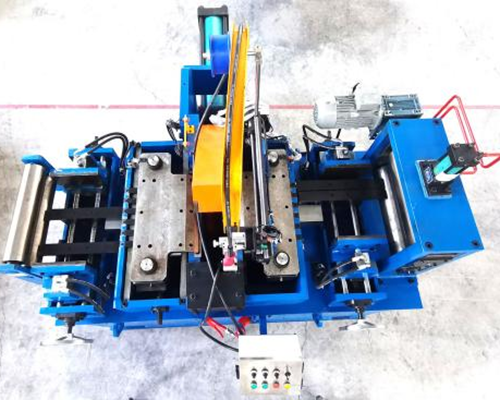
We design the shear and welding machine according to the strip thickness and width.
1)Pinch system for the strip head
2)Entry guiding system for the strip head
3)Hydraulic clamping system for the strip head
4)Hydraulic hearing system for the strip head and strip tail
5)Welding assembly for the strip head and strip tail.
6)Pinch system for the strip tail
7)Exit guiding system for the strip tail
8)Clamping system for the strip tail
9)Operation box for the welding machine
10)The console of shear and end welding machine.
11)Hydraulic station
The pinch system clamp the incoming strip head and feeds it to the entry guiding system ,the pinch system is equipped with the geared motor and hydraulic cylinder .when the strip head enter the pinch system ,the strip head is fed into the entry guiding system , the vertical movement of upper roll of pinch system is controlled by hydraulic cylinder. The rotation of the upper roller is controlled by A geared motor .
The guiding system is controlled by the hydraulic, which provides the correct alignment,and then the strip head moves to the clamping system.
With the same operation method,to make the strip tail into the clamping system for the strip tail.
After both head and tail of strips are clamped by the the hydraulic clamping system . the powerful hydraulic shear with 2 blades cut the head and tail of strips synchronously.
After cutting, both hydraulic clamping systems for centering movement. This result in the correct alignment of strip head and tail. And then ,strip head and tail are welded together by the CO2 gas shielded arc welding.
The support for welding torch is placed on a transversal sliding system controlled by a stepped motor through a screw and this machine is equipped with welder CO2 and one torch.
Once the operator has confirmed all the position of strip head and tail.
With the correct sequence of operations, the
automatic welding cycle of the strip can start.
All functions are performed by the operator
through the push buttons on the console and operation box of welding machine, this ensure the operator’s safety
The welding torch can be adjusted by up/down and left/right,this result in aligning the welding torch with the weld seam